




包装自动化最新进展——完全集成的全新包装系统
来源:控制工程网 作者:Mark T. Hoske 更新于:2020年07月15日 10时 阅读:0
先进的自动化设备和控制技术可以帮助制造商实现包装系统的集成和升级。根据应用需求和环境的不同,自动化系统集成商需要为客户考虑到所有可能出现的困难,帮助他们在最短的时间内,实现系统的平稳升级和高效运营。
完全集成的全新包装系统
一家蔬菜加工厂想要为冷冻蔬菜产品线安装一条全新的包装线。新的包装线包括新的加工设备和包装设备(包括码垛设备)。该生产线上涉及到各种蔬菜混合物、餐食和其它物品。该工厂生产多种产品,并需要定期进行切换。
NCC自动化系统公司承接了这项交钥匙工程,为这家蔬菜加工商提供完全集成的包装系统。该系统包括全方位的包装设备,例如多头组合秤、VFFS装袋机、机器人装箱机、制箱器和封箱器、机器人码垛机以及长约1,000英尺的输送机等。该项目的造价为750万美元,其中不包括由客户购买的组合秤和装袋机。
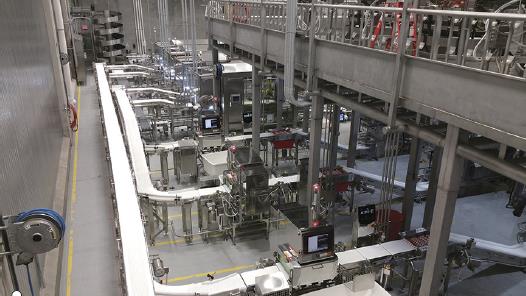
袋式输送机系统将检查过的产品收集到包装箱中。图片来源:NCC公司
在新安装生产线相邻的区域,正在运行类似的生产线,包括袋子和箱子生产线。客户希望该项目完成后,将提供一套高效的包装生产系统,能够以期望的速率生产所有包装和包装盒。该系统可为生产线上的所有员工提供安全的操作环境。NCC公司的总裁Kevin Mauger说,在此项目中主要遇到了4个方面的挑战:
●立式袋(新产品)的运行状况;
●项目交付时间表;
●非常小的箱子运输和码垛;
●对现有控制系统的改造。
新系统安装了新的产品分配系统、4个装袋机和4个秤。此外,还安装了一条新的包装线,以处理装袋机生产的袋子。包装线生产的箱子通过新的高架箱子输送机进行输送,该输送机将由新的码垛系统进行码垛。现有的拉伸包装机用于包装完整的托盘。
整套包装自动化系统的流程包括:首先,冷冻产品从客户提供的冷冻机中传出,进入产品分配系统。每台装袋机每分钟最多可输出80袋。装袋机卸料输送带包括1台翻袋机,以便将袋的密封面朝下放置。2个制箱器用于制作纸箱毛坯,然后将它们放置在空箱输送机上,以供4个箱子装载器使用。
接下来,通过自动装载器将袋子装进空箱中。袋子从一侧进入箱子装载器,空箱子则从另一侧进入箱子装载器。装箱机使用2个视觉引导的机械手进行一次拾取配置,因此可以360度校正包装袋错位。完整的箱子从每个箱子加载器中输出,然后经过密封的箱体被输送到箱体输送机上。箱体将从倾斜螺旋输送机输送到高架输送机上。
新的码垛系统包括向系统展示码垛的箱式输送机、叉式托盘分配器、3排空托盘输送机、2个用于正确构建码型的机器人、3排全托盘输送机和电动滚筒输送机(与现有的拉伸包装辊输送机匹配),以及所需的安全围栏/防护装置和控制面板。
全新的带有机器人、码垛系统和传送带的自动蔬菜加工和包装生产线,每分钟最高可处理320个袋子,并且可以灵活处理和定期切换多种产品。Mauger说,“通过预先识别已知的风险,我们制定了缓解和应急计划。使得该项目可以按时、按计划和按预算进行。”

箱式输送机将产品送入机器人码垛系统。
实现软硬件的无缝集成
Stone技术公司的的客户经理Robbie Kerfoot,最近参与了一个项目,需要为客户分布在不同地点的8个工厂中实现包装、记录和原材料的更新、集成和自动化。
该项目由硬件、软件以及与各种本地和企业资源计划(ERP)解决方案的通信组成,客户的目标是标准化其各个生产线终端的标签和报告,以确保将其在北美地区8个生产设施中所生产的制成品自动标记以进行分配。所有的原材料都会被统计和记录以进行跟踪。在本地直接与现有包装设备进行对接,以确保利用自动化的准确性,从而减少任何可能的人工数据输入错误。
Stone公司为这个项目提供了一些新的硬件(例如,标记设备和服务器),编写在新硬件和现有控制系统之间进行接口所需的接口编码,并且由于新系统已经就位,在许多情况下可以修改现有控制系统,以提升其效率。
最大的挑战之一是与客户团队合作开发解决方案,然后将该解决方案部署到各个本地站点,“每个站点都有其独特的障碍需要克服,同时仍要实现公司整体的解决方案。” Kerfoot说。克服这一特殊挑战的关键是确保始终传达、讨论客户和利益相关者的所有期望,并在存在分歧时尽早制定解决方案。
快速升级过时的系统
在过去3年中,Avanceon公司注意到在包装项目中有一种趋势,就是解决系统技术过时的问题。传统上,包装生产线所在的工厂区域每年必须保证24x7x365安全运行,因此,对其态度通常是“如果没有故障,就不需要修理”。近年来,由于技术过时,制造商不得不对包装系统进行升级。面临的挑战主要来自两个方面:
1.从来没有一个好的停机时间窗口。
2.系统需要在外观和性能上与停机前完全一样,以确保运行人员能够接受该系统。
最近对一家工厂的面包生产线包装系统的升级解决了这些问题。 Avanceon公司帮助升级了旧的控制系统,以控制和协调面包工厂的包装区域。包装系统由7条生产线组成,每分钟处理20箱以上。由于汇聚到此包装区域的生产线数量众多,因此需要在非常有限的停机时间范围内完成升级,没有犯错误的时间。
该项目需要用4个机架和超过60个模块来替换PLC 5/25,这些模块通过远程输入/输出(I/O)和过时的数据高速公路通信协议,连接到工厂的其余部分。旧的处理器和系统被可编程的自动化控制器和基于以太网的I/O所取代。此外,还涉及到软件转换、更新现有(破烂不堪的)电气设计文档。
Robert Herman是Avanceon公司的项目经理兼高级工程师,他参与了这个包装项目。“这个项目的主要挑战是启动时间窗口短(只有一个为期3天的周末假期)和开始生产后的稳定运行。” Herman说,“在为期3天的项目实施过程中,不仅需要更换控制器,重新编程并更新网络,还需要系统集成商检查并测试代码。”
该项目的目标是更换所有硬件(现有处理器已满,无法再对其进行编辑),测试新的I/O,并在启动前确保现有功能的顺利实现。由于项目基于硬件,并且缺少人机界面(HMI)屏幕,因此在上线之前无法对这类项目实现全面仿真以进行测试。为了降低启动风险,项目团队在代码转换、交叉检查代码、图纸审查等质量管理方面格外小心。
停机时间选在了劳动节周末的3天假日。电气团队从周六上午12点开始接线,并在周日凌晨5点结束。在周日,控制团队完成了所有I/O检查,然后进行了功能测试。由于质量控制做的很好,代码测试进行得很顺利,经过漫长的一天,团队最终完成了工作。这样,就有星期一作为备用,可以进行更多测试,并有机会让团队休息。该系统在启动爬坡(2秒内从0到60 mph)内进行了调试,与项目相关的总停机时间仅为20分钟。通过强有力的执行质量计划、严格的验收时间表和详细的现场验收测试清单,该项目的完成时间比预期提前,这为额外的测试留出了缓冲时间。
对于老旧的项目,尤其是在时间至关重要的包装应用领域,从中学到的最大的经验教训是要密切注意序列时间。新的处理器和通信协议通常比旧的处理速度快得多。经历的短暂停机是由于先前逻辑程序中的周期时间异相而导致的。需要重写此逻辑程序以匹配速度更快的处理器。“我们花了更多时间专注于时间关键领域。当生产线全速运行时,我们相应调整了计时器以及扫描时间。

